在IVUS(血管内超声)导管的生产中,存在一个经典的博弈:
声学窗口薄一点?图像清晰度跃升,但推送时容易折损。
管壁加厚保证强度?导管变“硬”了,但超声波穿不透,远场图像一片模糊。这不仅仅是参数调整,更是毫米尺度下,声学、力学与生物相容性的“三重约束”。尤其在>60MHz高频、多模态融合(IVUS+OCT)的趋势下,挑战愈发严峻。
我们倾向于从“功能模块”的视角理解产品,而非单纯的零件组装。
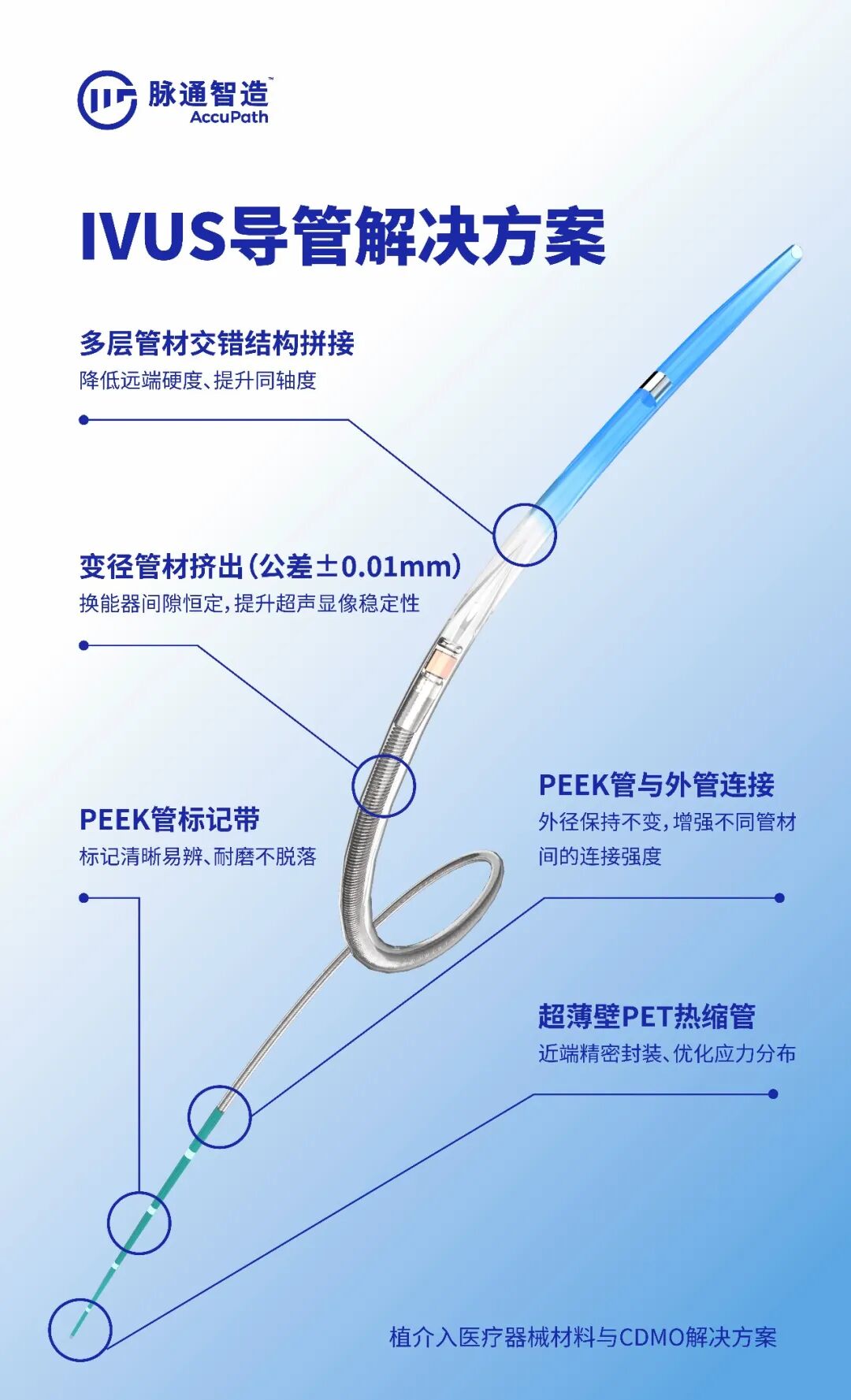
传动轴组件:负责360°旋转扫描。工艺难点在于弹簧管的刚度梯度设计,以保障高速旋转时的同心度与信号稳定性。
远端外管组件:负责保护内部结构与远端封装。核心在于渐变管材的挤出控制,确保声学窗口的一致性及复杂路径下的通过性。
连接器组件:负责信号传输。涉及极细同轴线的焊接稳定性及在迂曲环境下的信号保真度。
我们将临床反馈的每一个“痛点”逐一转化为产线上的受控参数与工艺指标。精密挤出与模块化组装
为减少外管内腔与换能器间隙波动导致的图像闪烁,我们改变了依赖经验调机的模式:
物料控制:每批次原料入厂先测熔指(MFR),自动匹配挤出温度(±2°C)和牵引速度。
尺寸精度:配合在线激光测径仪,将外径公差控制在±0.01mm,壁厚0.07mm,确保内腔间隙恒定。
精密装配:在万级洁净环境下提供定制化组装服务。通过极致的微观精度控制,严防微米级异物引入,从源头消除声学干扰风险。
远端组件的刚度渐变优化
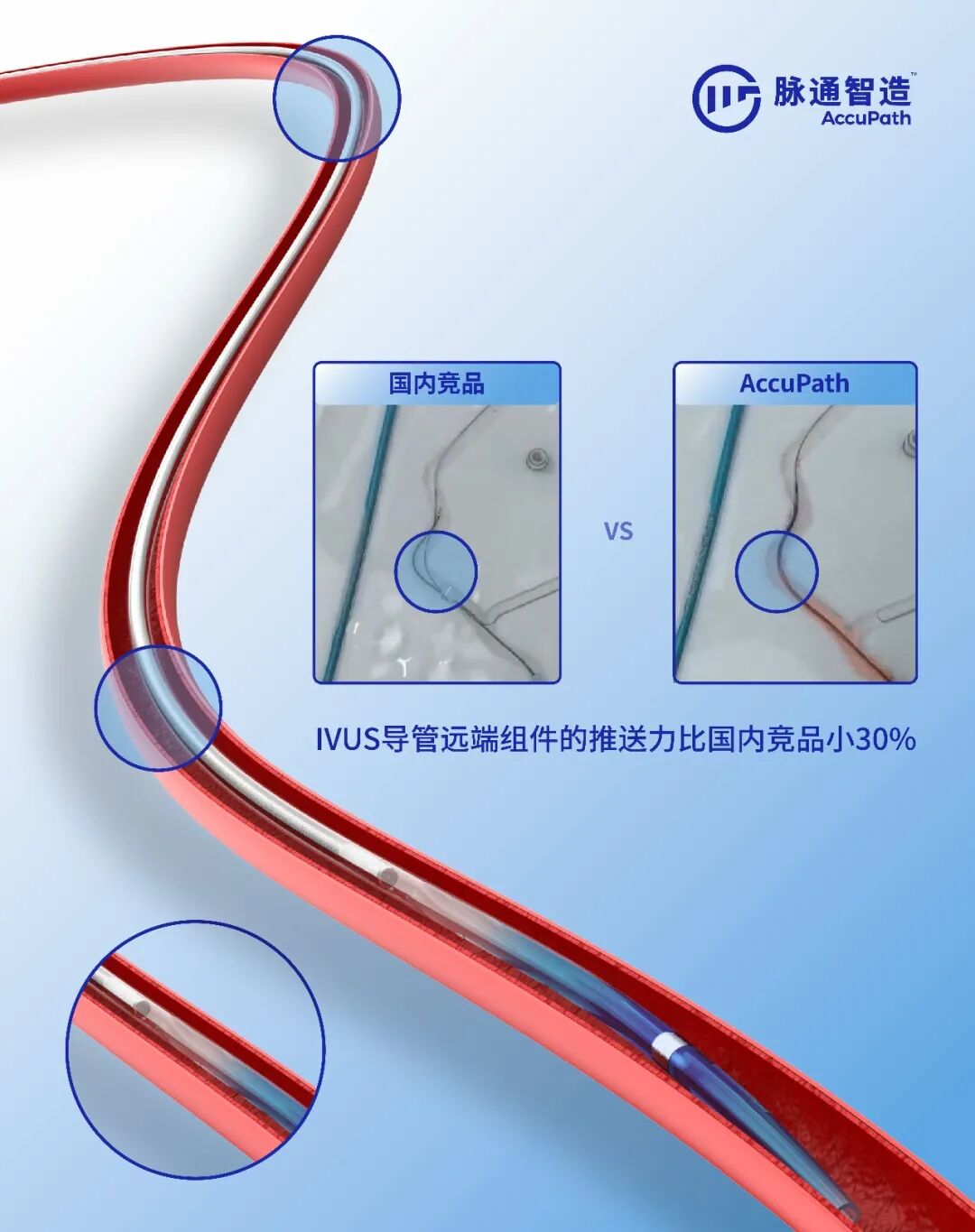
针对导丝跟踪性差、推送力传导不畅的问题,我们优化了RX口(快速交换口)的焊接工艺:
材料选型与组合:基于对EVA、PE等高分子材料特性的深度理解,进行科学的选型与组合设计,从底层逻辑提升管材的物理性能。
多段拼接与分次焊接:通过结构化分析,将多段不同硬度的管材堆叠并分次热焊接。这降低了RX区域的局部硬度,实现从Tip头到远端外管的平滑渐变,提升过迂曲病变的能力。
抗拉强度与连接可靠性
针对不同材料连接强度低及耐老化难题,我们通过表面改性技术提升牢固度:
表面活化处理:采用等离子特殊表面处理技术,在不损伤材料基体的基础上改变表面粗糙度与浸润性,大幅提升材料表面能,解决 PEEK与HDPE等难粘接材料的连接强度问题。
胶水体系优化:建立完善的胶水选型库,配合表面活化工艺适配异质材料连接,确保导管在模拟人体环境下的长期稳定性与耐老化表现。
在对比测试中,得益于 RX 口的工艺优化,我们的导管在模拟血管路径中的推送力显著优于国内竞品,并展现出与全球竞品相当的通过性能。
IVUS导管的部分质量缺陷具有“迟滞性”,如内应力释放在出厂数月后才导致图像漂移。为此,我们引入统计过程控制(SPC)
预警机制:依托监控系统捕捉关键参数异动,在产生缺陷前触发预警并主动干预。
质量保障:依托高水准的制程管控能力,我们实现了极高的批次一致性,帮助客户从”严苛抽检”迈向”放宽检验”,以稳定品质助力降本增效。
行业正向更高频(>60MHz)、一次性使用普及、及多模态融合转型,这些趋势对制造端提出了新的挑战。我们正开发基于机器视觉的自动化装配系统,在严守装配精度的前提下,实现年产能 10 万件的突破,为客户提供更优质的服务保障。
每一根 IVUS 导管的诞生,都是对精密制造的极限挑战。我们致力于通过系统化的制造逻辑,为您提供更高性能、更可靠的解决方案。
发布时间:
26-04-20